行業動態
news
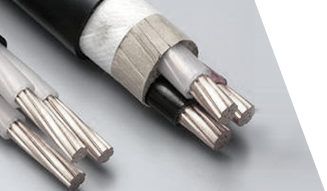
電線電纜生產過程中的銅導體防氧化控制!
電線電纜生產過程中的銅導體防氧化控制!
沈陽電纜用金屬銅從原理上講主要有物理方法阻隔銅與潮濕空氣接觸、陰極保護氧化還原法阻止銅導體氧化、化學方法在銅導體表面生產鈍化膜阻止氧化,抑或在導體表面噴涂特殊液體予以保護。
1銅桿進廠前運輸、檢測及儲存
我國大多數電纜企業用銅基本外購,而多數企業往往忽視了銅桿進廠前運輸過程的控制,在江南及沿海地帶(江浙、閩粵)夏季較長且多雨,銅桿基本通過重型卡車運輸至公司,通過筆者了解,很多電纜企業沒有制定相應的銅桿供應商運輸規范、夏季雨天包裝規范等制度,這使得往往出現銅桿供應商發貨時銅桿表面完好無氧化發黑,而到達沈陽線纜廠用戶面前時則出現銅桿表面發黑現象,帶來了不必要的麻煩。
銅桿進廠檢驗基本依照GB/T 3953-2009或電纜企業企標,有嚴格的程序。銅桿的儲存一般電纜企業均放在倉庫里,一般企業有較為嚴格的儲存管理辦法,在銅桿儲存時,尤其是夏季雨天,一定要用塑料布或塑料薄膜覆蓋銅桿,用最簡單的物理阻隔法阻止銅桿與潮濕空氣的接觸制,而這一點往往受到電纜企業的忽視。在車間領用銅桿時一定要逐個銅桿卷進行肉眼檢查是否有發黑現象,從生產源頭加以控制。
2銅桿拉絲工序的控制
本階段以電力電纜最常用的8mm銅桿為例,如今拉絲時一般使用連續退火的銅大拉,需經過放線、拉絲與退火、冷卻、烘干、收線等過程,首選選取對應規格的模具,切不可過小,如過小會強制使金屬銅的晶格變異,加劇金屬溫度的急劇上升。
在開機前檢查乳化液的濃度,確保濃度合格,沈陽線纜廠在放線過程中,應保持放線張力穩定、均勻,不可過度顫動(顫動不可避免),拉絲過程中操作者應密切關注退火溫度的變化,拉絲后導體硬化,延伸率變小,導體直流電阻率上升,拉絲候成圈時銅導體表面不應有殘余乳化液,此處需要操作者肉眼識別,在拉絲下盤后用透明塑料薄膜密封,存放于干燥環境之中,待流轉,但多數電纜企業因為嫌銅絲包薄膜麻煩而省略包薄膜工序。剛拉絲成圈的導體表面溫度高于室溫,如遇雨季會潛在氧化的風險。
3銅絲絞合(束絞)與化學交聯擠出工序
以銅絲絞合為例,在導體絞合過程中,各單絲以規則絞合或不規則絞合等方式絞合,經過各道壓模作用下,過模后銅導體溫度較過模前有較大提高,尤其是緊壓導體、扇形導體等,且框絞機目前無在線退火或降溫裝置,因此銅導體外層易氧化,在絞合前,選擇合適的絞合模具、緊壓輪、排線器,調整收線與放線張力,設備調整完畢后,操作者肉眼觀察上盤銅絲與放線架中心銅絲的表面光潔度,確保無明顯黑點,再啟動機器。
一般電纜企業會在絞合工序(框絞機、籠絞機)中施加抗氧劑,抗氧劑的配方是0.3%左右的苯并三氮唑酒精溶液,沈陽線纜操作方法是將抗氧劑融入工業酒精之中,用輸液軟管滴入銅絲中,滴入標準以剛好浸潤銅絲為準,避免過少局部潛在氧化或過多浪費的現象發生,在所有防氧化工作準備穩妥后,再開機運轉。
沈陽電線收線處應保證收線盤干燥,收線盤裝滿后,用透明塑料薄膜密封,與銅絲拉制同理,很多電纜企業也省略了此步驟,若此步驟造成銅導體氧化,對低壓電纜影響尚低,對超高壓電纜而言,影響則不堪設想。銅導體在經過拉絲、絞合、儲存后,金屬銅晶格形態已基本穩定。化學交聯即在交聯劑、抗氧劑、耦合劑等條件下,將XLPE均勻的擠包在銅導體上。在將裝滿銅導體的放線盤啟動前,調整收放線張力,保證設備運行平穩。
沈陽聯迅-沈陽線纜-沈陽電線電纜-沈陽線纜廠-沈陽電線-沈陽電纜